- Preparation: Each piece is received disassembled (unless prior arrangements have been made). Each piece is de-greased to remove residue grease, oil, and dirt from the piece. After the piece is clean and dried we then sandblast each piece to remove old paint, rust, and prepare the surface for coating. Blasting will create a uniform surface to assure good adhesion & constant powder flow. Note: If you wish to prepare your part prior to bringing it to us, it is very important to de-grease your part before blasting, blasting a contaminated part will drive the contaminant into the part.
- Media mask: Any area on the part with machined surfaces, studs or threaded holes will be masked or plugged off to protect them from the media blasting process. If there is any area’s that need to be masked, or plugged off, like machined surfaces, or threaded holes or studs. We’ll mask them in order to protect them from the media blasting process.
- Remove media mask: Masking that was applied in the blast process is then removed and the part(s) will be inspected to make sure all the previous finish was completely removed.
- Polishing: If this step is required, we will polish the part(s), clean by pressure washing, and finally pre-bake the part to insure that there are no contaminates have been left on the part during the polishing process.
- Washing: Parts are washed with a high pressure hot water washing, processed for corrosion treatment and then high pressure hot water rinsed to clean off any chemicals that may have been left on surface of the part(s) in the corrosion treatment process. The final step is to dry off part(s).
- Mask: In our masking process we use high temperature tapes, template plates or hi temperature plugs. Our technicians wear latex gloves to make sure part(s) will not be contaminated.
- Rack: Parts are placed on and secured to the rack, and then moved to the oven department.
- Pre Bake: Not all part(s) need to be pre baked. If needed, part(s) are pre baked in the oven a few degrees hotter than the temperature needed to cure the powder once it gets applied. This process is called (out gassing) which bakes out any oil contaminates or gases due to the porosity of the metal.
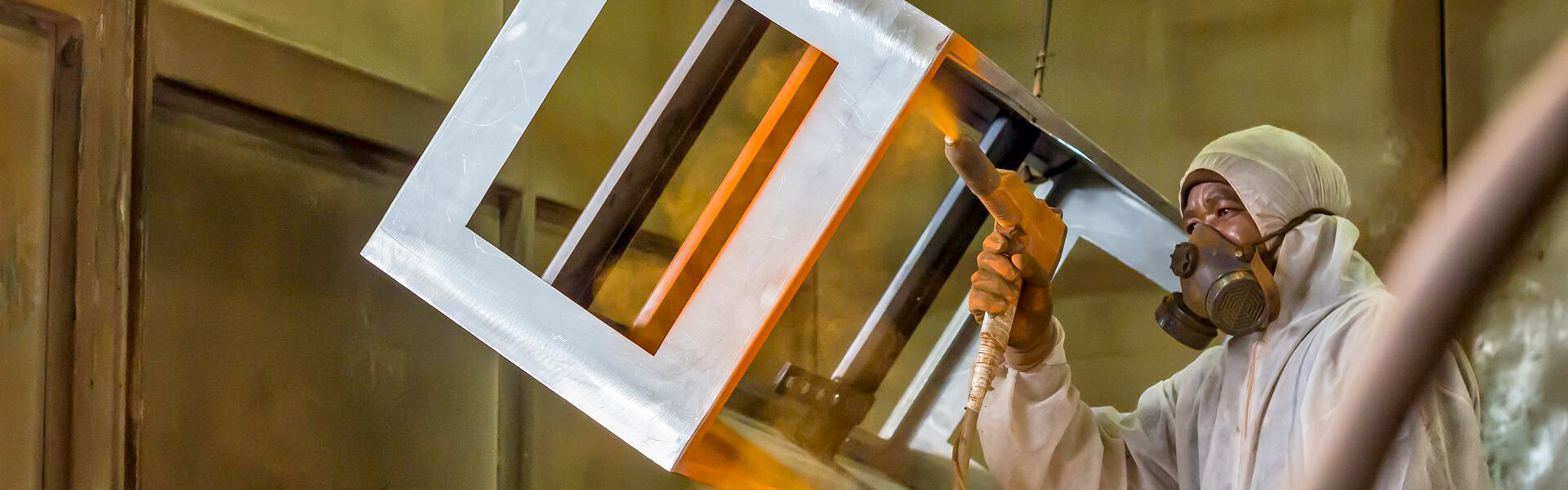
- Powder application: The rack with parts attached are then placed in the powder booth and electrically grounded for powder coating. Using the powder gun, the powder is electrically charged and attaches to the part being coated. The powder is electrically charged though the powder gun to make the powder attract to the part being coated. Parts are then inspected for coverage.
a. II Stage powders: II stages take a few extra steps from the powder booth to the oven to do this process. In between the coats of powder the powder is heated until it flows out. And when the part(s) has cold down the next coat of powder will get applied. Then powder will be checked for the right film build.
- Cure: The racked part(s) are placed in oven for curing and the final cross linking of the powder to substrate. CHAMPION has the equipment to monitor when the part(s) are up to the correct temperature to start the curing process. This process is very important (if powder is under cured it can chip easier and over curing the powder may get an amber cast to the color.
- Cooling Down: Parts are removed from the oven, allowed to cool down de-masked and are finally inspected.
- Pickup or Ship: Once parts are cooled down and inspected they are ready for pickup or packaged and shipped out to the customer